各位好,看到网络上关于翘边预防技巧的内容很多,但是不够深入,也不够全面,关键的是,根本解决不了我日常遇到的翘边问题,因此我对其进行了深入的研究。本篇文章是截至目前最为全面的翘边研究的文章。由于笔者闲暇时间不多,无暇制作视频,因此还是决定在我博客以图文形式公布相关资料。
转载请注明出处。
1. 翘边的现象及原因
1.1. 其实很多相关资料都已经言明,翘边的原因在于,模型打印过程中,上层冷却,耗材热胀冷缩导致的。
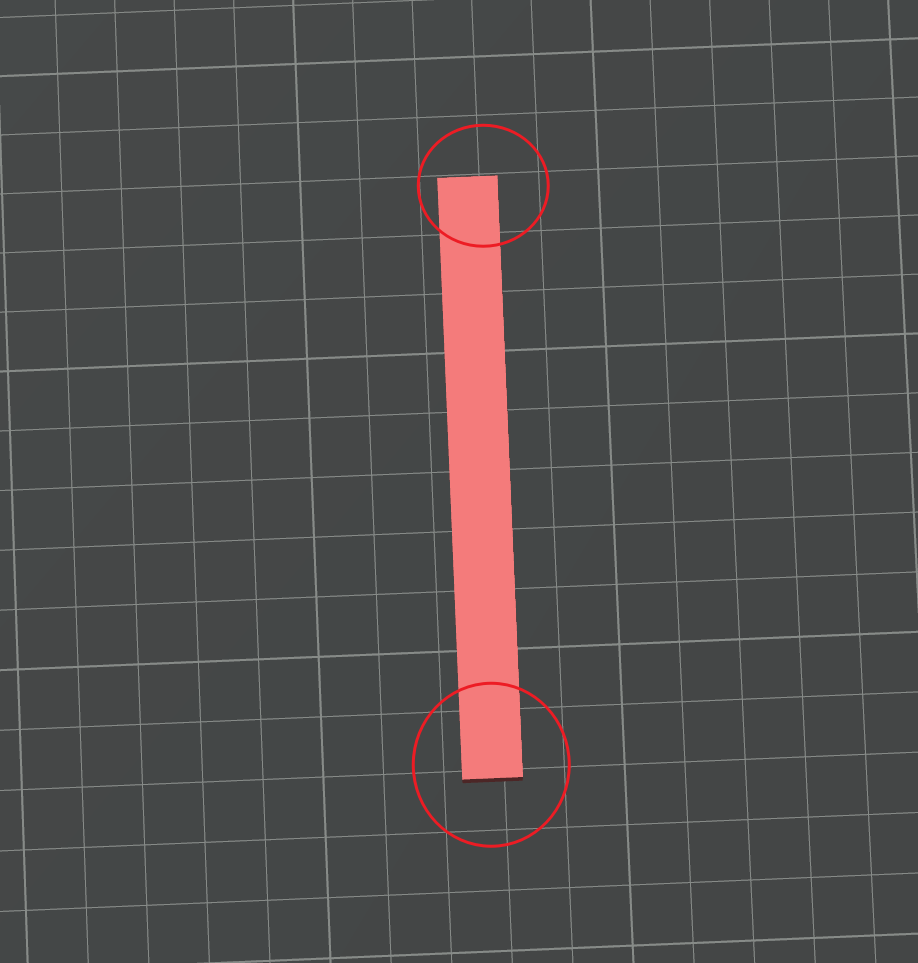
1.2. 从稍微观的角度看,其实是耗材丝在其长度方向上的收缩,对下层耗材有拉力,导致翘边。
1.3. 因此,我们可以发现,对于理想的正方形模型,横平竖直摆放时,其翘边更多在四个角,因为耗材丝走线方向默认为45°。
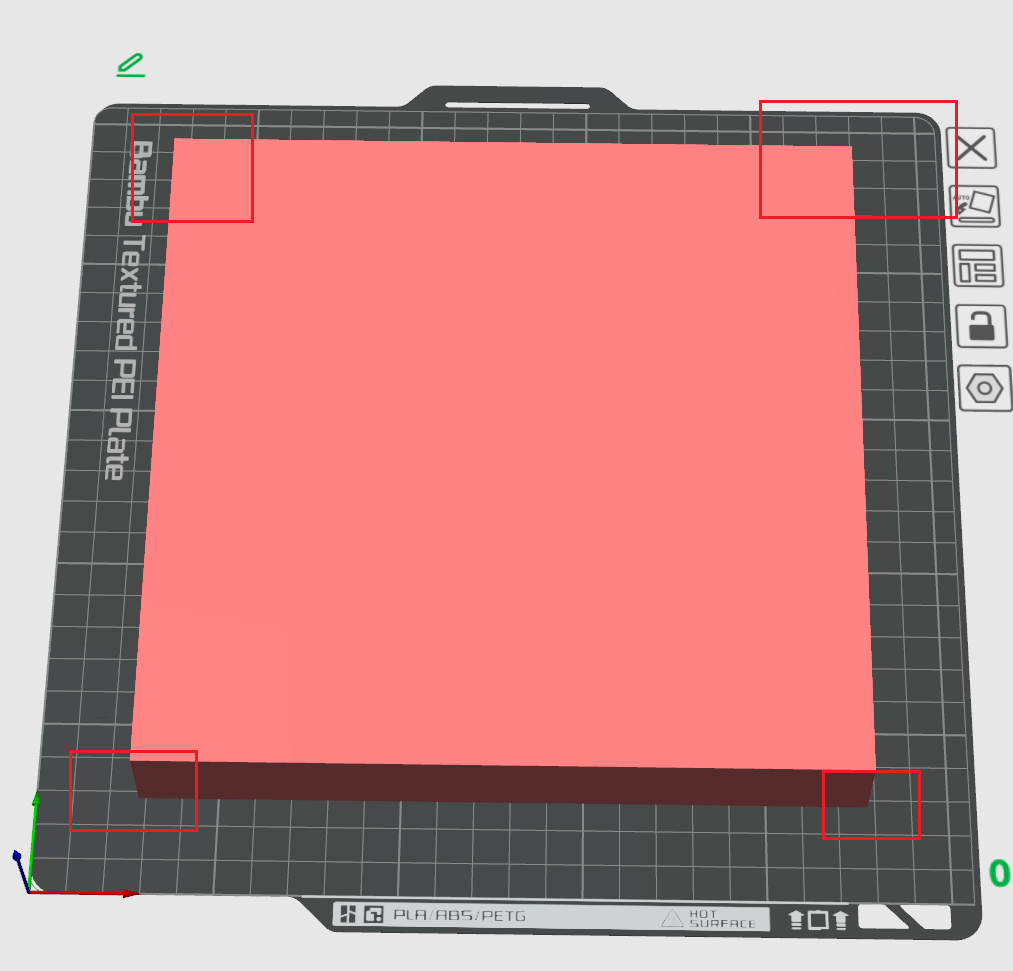
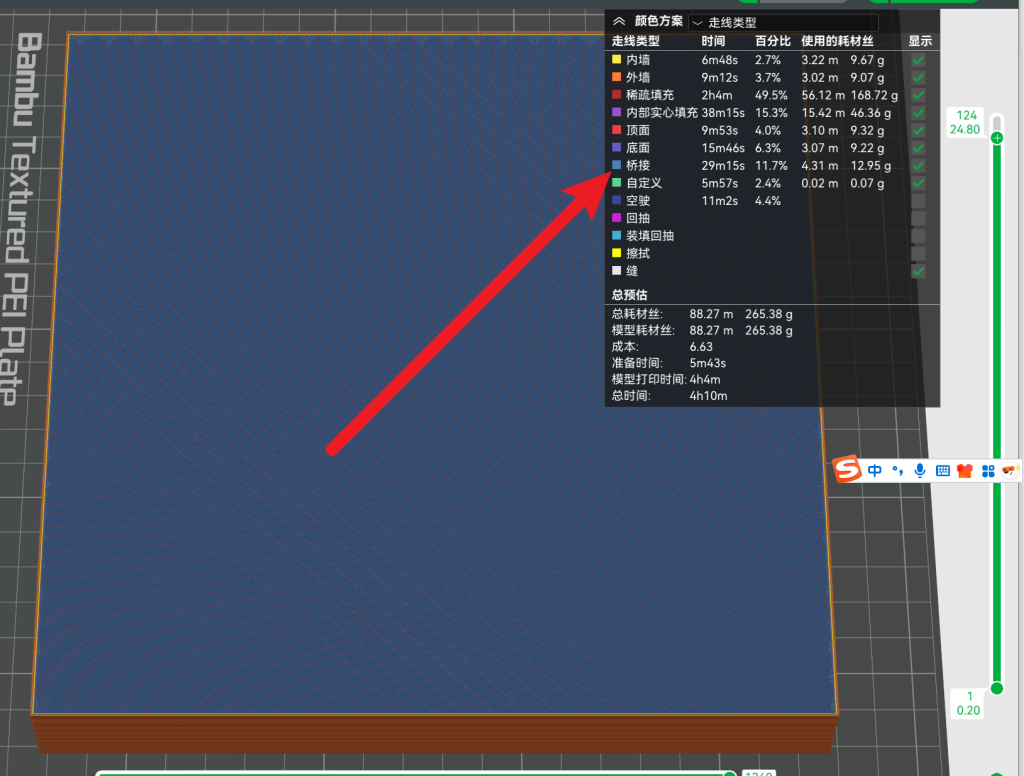
1.4. 观察容易翘边的模型,其翘边通常始发于首个填充层之后(之上),即实心层和稀疏填充中间这个过渡层(设其为n层,那么n-1层是稀疏填充,n+1层为实心层)。因为这一层在切片软件中是【桥接】,风扇转速是开到最大的(耗材中可以设置),这一层耗材丝收缩最大,带来的拉力更大,更容易导致翘边。在这一层之前,基本不存在翘边情况,在这一层之后翘边愈甚。
1.5. 为什么说“基本”。因为想当然的,对于填充层较多的模型,填充层足够多的话,也可能会提供足够的拉力来导致翘边。
1.6. 基于以上原理,尖锐部分容易翘边(因为尖锐部分的耗材丝长度最长,拉力最大)
1.7. 基于实践中的观察可知,有些模型打印完成后,由于热床附着力存在,不会翘边,但是一旦从热床上取下,其上层拉伸力便开始肆无忌惮,使模型翘边,这也是很常见的
2. 翘边的消除和预防
基于前述分析,我们有多种措施可以用于翘边的预防和消除,效果不同、适用场景不同、时间和物料成本有高有低,大家应根据实际情况采取合适措施。
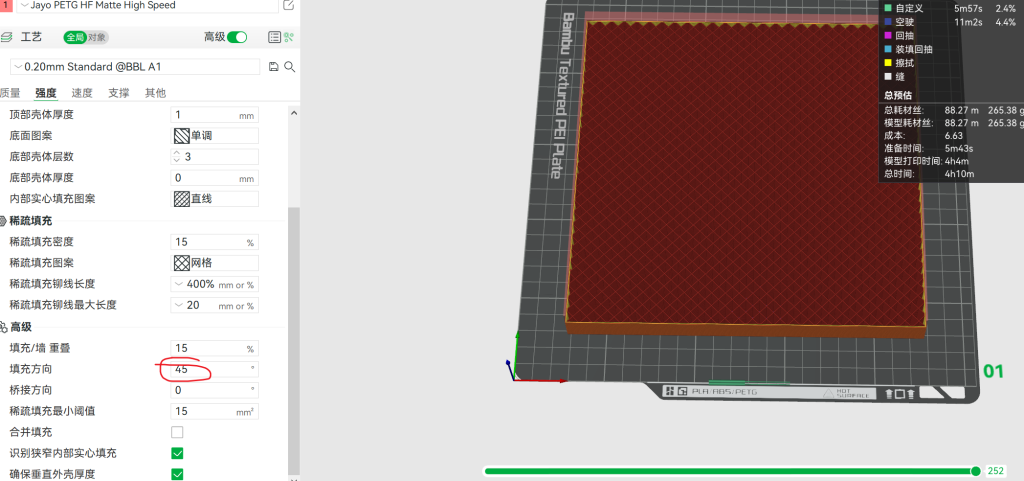
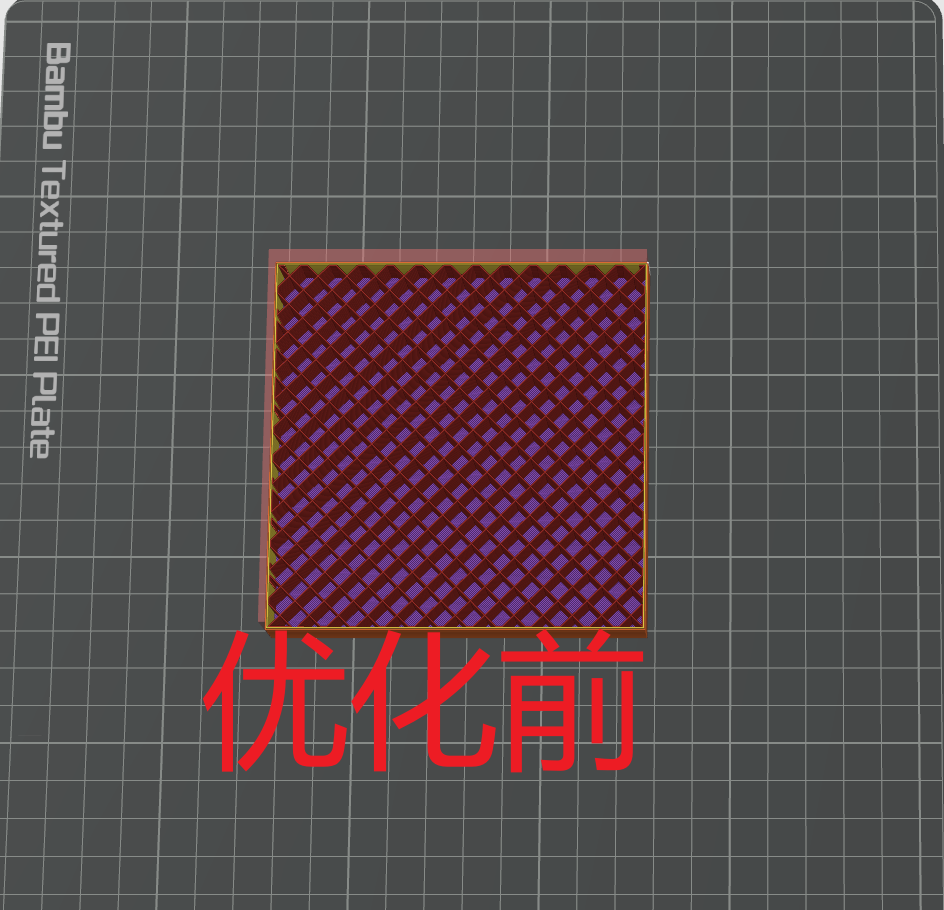
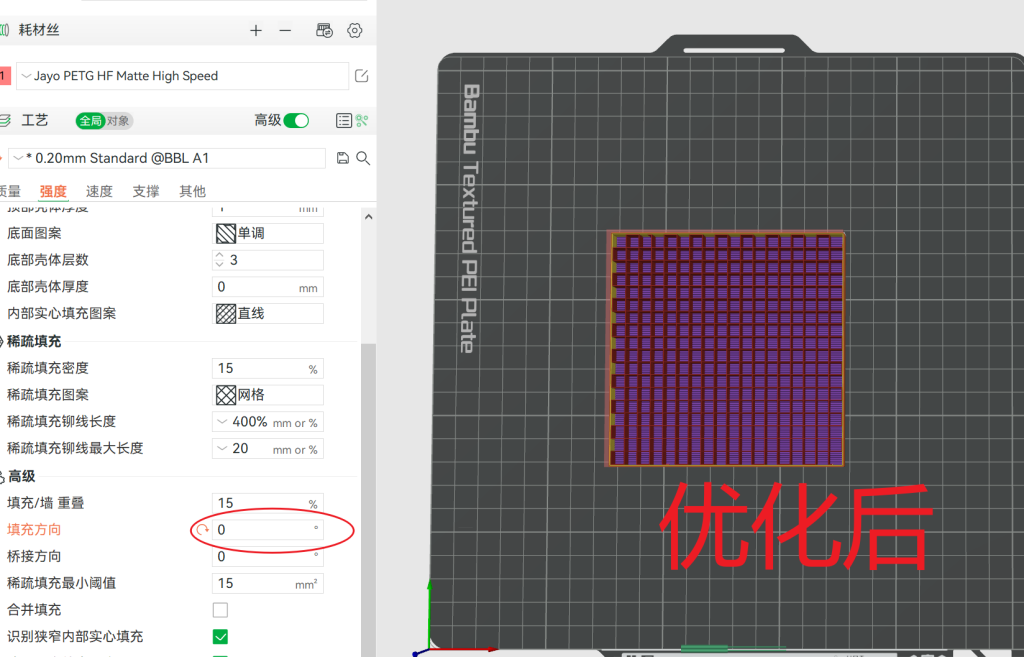
2.1. 基于1.3和1.6所述,我们可以适当调整切片参数的【填充方向】,使其尽量不要顺着模型的长度方向。比如下图,优化前,最长走直线长度为对角线长度,优化后,最长直线走线长度为边长。显然边长<对角线长。拉力得到分散,翘边得到轻微缓解。
2.2. 基于1.6所述,允许的情况下,我们应当减少模型尖锐部分,比如直角改圆角。这一点大部分网上资料都有提及,不详述了。
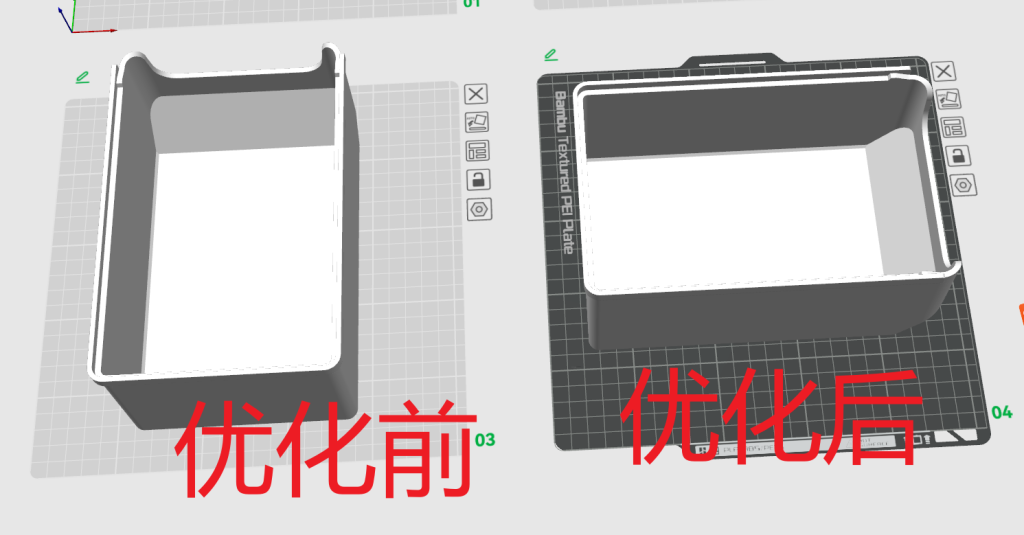
2.3. 基于1的分析,条件允许的情况下,我们可以适当修改模型,减少长直线路径存在。比如下图
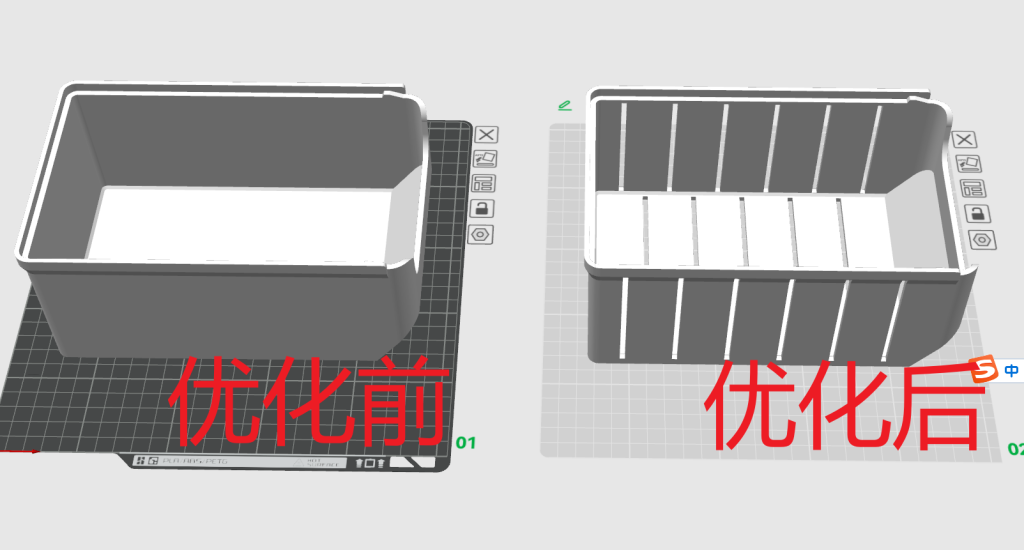
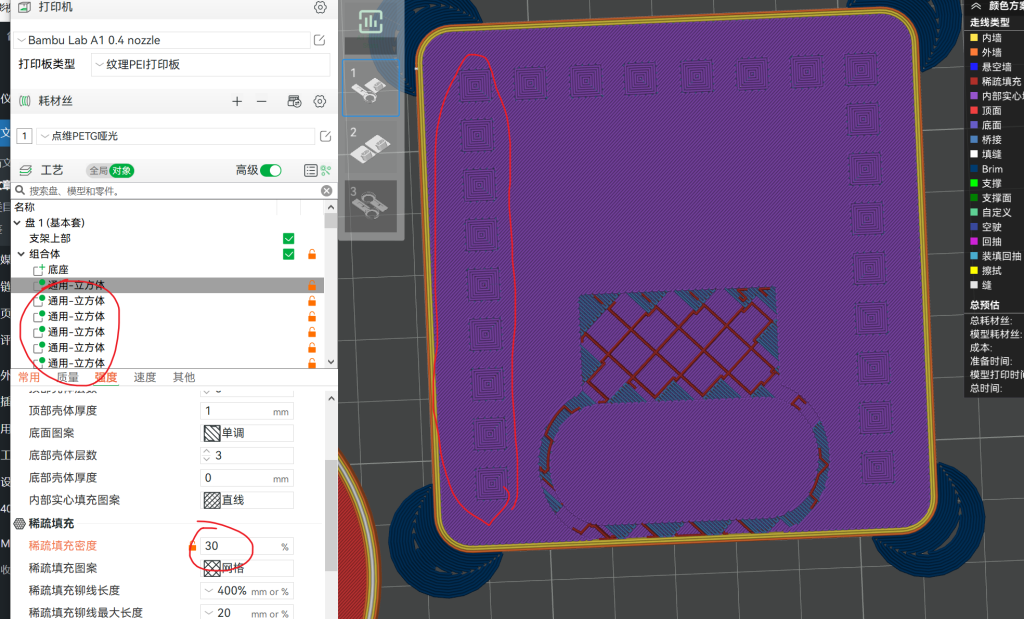
2.4 当然,并不是所有模型都能不考虑影响的随意开孔开槽,因此,我发明了一个在不影响模型外观的情况下,切断【长直线】路径的方法。就是在切片软件中,给模型内部增加若干个修改器,对修改器设置不同的填充率,从而使模型本体的【长直线】被切断。请注意,修改器可能会轻微影响模型上表面外观,如果对模型上表面有较高要求,建议将修改器放在模型上表面的3层以下(即修改器的上表面和模型主体的倒数第4层平齐,通常倒数第6层就是第n层,因此这个修改器实质上切断了第n层和2层实心层的长直线),基本看不出来了。如果不对表面有要求,修改器上表面和和模型上表面平齐(下表面处于稀疏填充层中),效果更好。
2.5. 基于1.1所述,我们可以从【减少温差】角度减少翘边的发生,网络上的方法无非是:封箱、主动增温等,诚然有效,但也并非人人都能做到。因此我发明了成本更低的,不额外增加硬件的,温度方面的优化方案,亦可以达到较好的效果。首先就是切片软件中的Skirt,是我们首先考虑的。它可以提供一定的模型保温效果,尤其在i3结构的打印机,如拓竹A1、A1mini中,可以极大地减少冷空气流过模型,减少翘边。
2.6. 设置距离模型本体为0的Brim、猫耳手绘Brim亦可以起到一定的防翘边效果,网络资料也都有提及。但是这样的话Brim不好拆除,会影响模型本身的效果,因此实践中我很少使用。
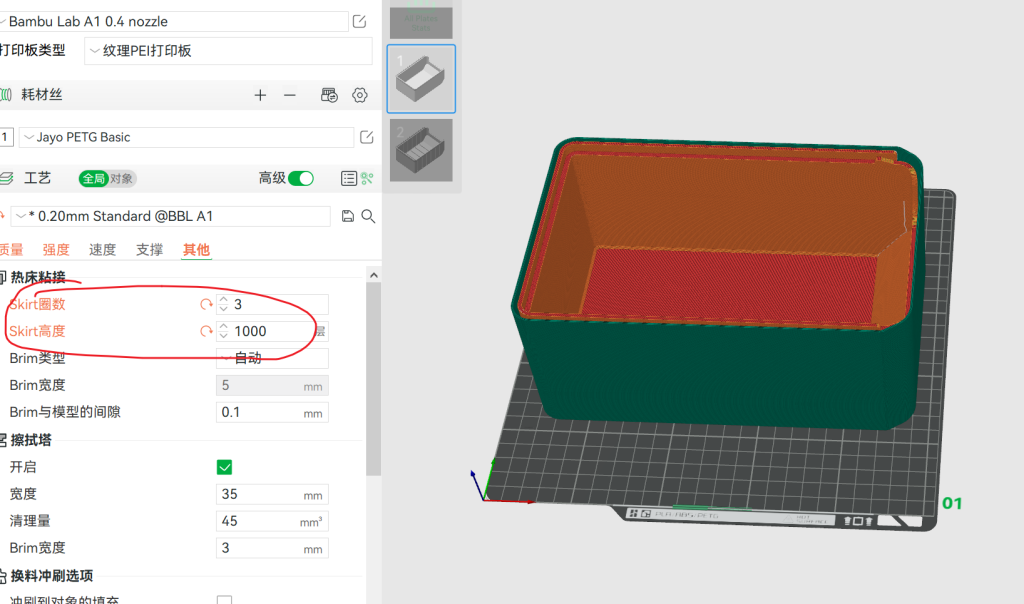
2.7. 基于2.5,实践中我发现,对于尖锐模型,Skirt本身也会翘边,严重情况下会脱离热床,粘在模型上,影响模型的打印,反而得不偿失,于是我发明了一个【增强Skirt】,即,我们通过3D设计软件,基于我们要打印的模型,设计一个挡风墙出来,它刚好可以包裹模型本体。同时,因为在切片软件中,这个挡风墙也是一个【实体】,因此是可以给它设置brim的,效果如下图。

在理想条件下,这个挡风墙可以是个正圆形,哪怕只2层墙的壁厚,给它设置Brim后,它几乎是【坚不可摧】的,绝对不会翘边,可以很可靠的聚拢热气、并保护模型本体不受外部冷空气侵蚀。在实践中,这是我发明的最有效的方法之一。曾经在气温10度的室内,它帮我解决了大问题。这个方法我已经提交给BambuStudio的github,期待它有朝一日能集成进去。
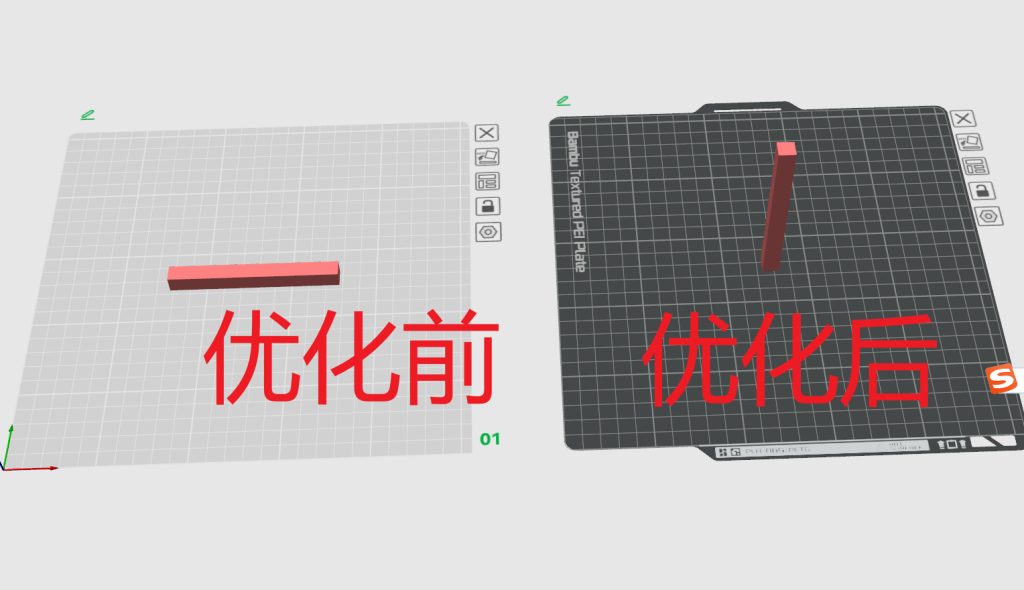
2.8. 调整模型摆放姿势。
对于i3结构的3D打印机,Y轴是前后移动的,Y轴移动的距离越长,接触的冷空气越多,更容易导致模型翘边,所以我们可以适当调整模型摆放方向,减少Y轴方向热床移动距离。比如
条件允许的话,我们还可以这样
2.9. 条件允许的情况下,我们可以将模型进行分件设计,打印后装配(螺纹、销钉、胶水、自摩擦等等,具体按需),或者说,如果你是模型设计者,你应当从设计阶段就开始考虑防翘边的相关措施了。
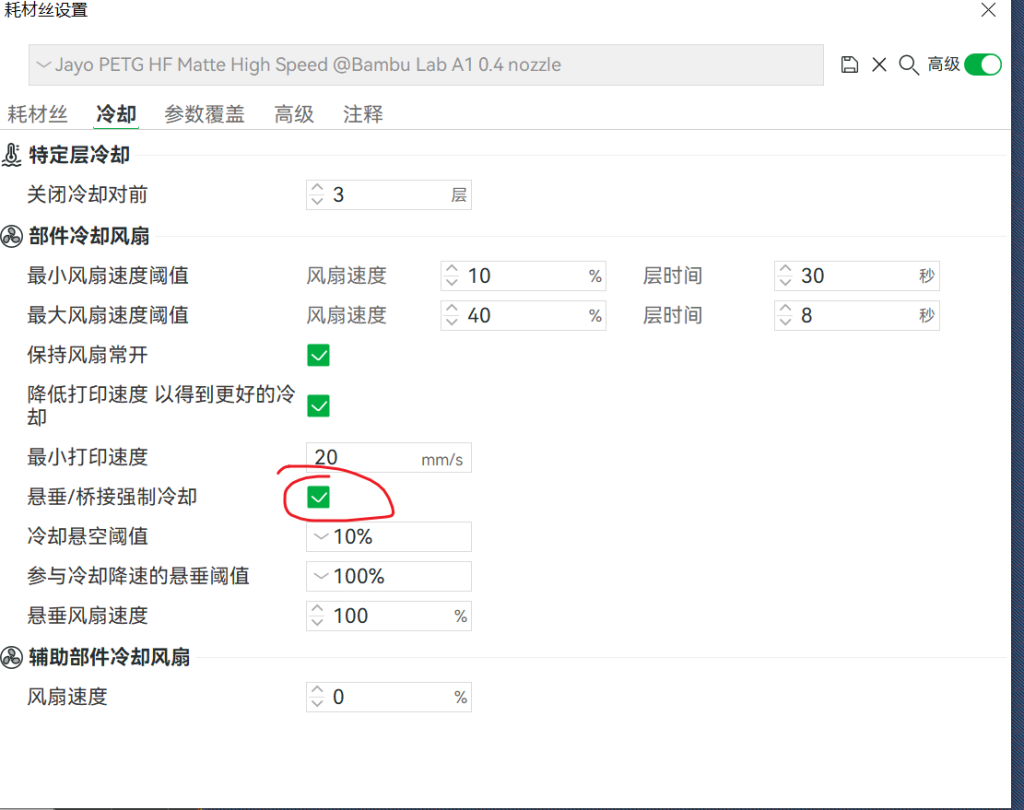
2.10. 基于1.4所述,我们可以适当调低或关闭风扇,减少材料冷却速度。同样原理,我们增加【层时间】,让材料自然缓慢冷却,也可以起到辅助效果
2.11. 基于1.2、1.3、1.4,我们发现填充【直线】是比较容易导致收缩的,因此我们可以改为【螺旋体】,以曲线代替直线,减少收缩对底面的影响。类似的,如果你对模型上表面没有要求,你甚至可以将上表面填充也改为【阿基米德螺旋】或【希尔伯特曲线】
2.12. 当然,虽然根据1.7所述,模型耗材丝的拉应力无法很好消除的情况下,单纯增强打印板粘附力效果不够完美,但是我们在实践中,依然可以搭配平台喷雾/胶棒、增温打印板等条件,增加模型附着力,一定程度上亦可以减少翘边的发生。
2.13.使用筏层或类似筏层的【圆锥尖尖撑起来+支撑】的方法会使模型底面增加瑕疵,如果对底面没有要求,亦可以使用
2.14. 网络上提到:适当增加热床温度(一般都说10°)可以减少翘边,实践中发现,这是不可行的,首先温度不能无限增强,比如我PETG本来就是热床85°了,依然翘边,我怎么加?再加就起反作用了,模型会软化,更无法附着了。
2.15. 当然,有条件的话,封箱、加主动仓温是一劳永逸的解决办法
2.16. 另外不同品牌的耗材,收缩率有不同,通常便宜的耗材收缩率更高,更容易翘边
3. 耗材带着打印板一起翘起
当你做好了一切措施,模型牢牢地粘在了打印板上一直到打印结束,但是悲催的发现打印板被模型带着一起翘起了。

此时我们还有以下手段可以采取
3.1 使用加厚的pei板:原装pei板通常是0.5~0.6mm厚度,刚性不够,加上热床边缘磁吸力不足,容易被模型带翘起。此时可以购买1.3mm的加厚pei板
3.2 玻璃打印板:极端情况下,加厚pei板仍然翻车。使用晶格玻璃打印板,硬度极高,绝对不会被模型带翘起。缺点是不支持PLA(当然PLA也是最不容易翘边的耗材,无所谓),以及取模(可能)不如pei板方便,毕竟pei板弯曲一下就行了。而玻璃打印板需要等模型充分冷却后才能取模
4. 总结
3.1. 从方式上说,我们可以从模型设计角度、切片角度来【软】解决翘边问题,也可以通过加仓温、涂胶水等手段【硬】解决翘边问题。
3.2. 从原理上说,主要包括【减少长直线】【增加附着力】【减缓热胀冷缩发生】
3.3. 从效果上说,提高箱温(封箱、主动控制温度)最为有效且一劳永逸。但是对于我这样的穷人来说,2.4和2.7方案效果最好,基本上可以抵御【秋冬季+室内+拓竹A1不封箱】情况下大部分模型的翘边了。